धातु के लिए ठंडा वेल्डिंग की किस्में

धातु तत्वों को मजबूत करने की पारंपरिक विधि वेल्डिंग है। हालांकि, आज एक योग्य विकल्प है, जिसका उपयोग आसानी और उपयोगिता की विशेषता है। धातु की सतहों को ठीक करने के लिए यह एक प्लास्टिक द्रव्यमान है - ठंडा वेल्डिंग।

विशेष विशेषताएं
यह संरचना एक प्लास्टिक चिपकने वाला, मिट्टी की स्थिरता है। यह सुविधा, साथ ही बेहतर आसंजन दर द्रव्यमान की संरचना के कारण हैं - यह इकोक्सी राल पर आधारित है।
एक नियम के रूप में, इकोक्सी राल सिलेंडर के केंद्र में स्थित है, जिसमें से बाहरी हिस्सा सख्त एजेंट है। धातु की धूल के साथ राल मिश्रण करके उच्च शक्ति seams हासिल किया जाता है। इन या अन्य तकनीकी गुणों की संरचना सुनिश्चित करने के लिए, यह विभिन्न घटकों को जोड़ता है,सल्फर के बीच सबसे आम है। उत्पादन प्रक्रियाओं और भौतिक संरचना GOST 2601-74 का अनुपालन करती है। इस संरचना का उपयोग करते समय एसएनआईपी 3-42-80 द्वारा निर्देशित किया जाना चाहिए।
इस तथ्य के बावजूद कि वेल्डिंग भागों की उच्च शक्ति और भरोसेमंद बंधन प्रदान करता है, जल्दी या बाद में टूटे हुए तत्वों को प्रतिस्थापित किया जाना चाहिए या अधिक "गंभीर" विधि द्वारा बहाल किया जाना चाहिए। यह संरचना नलसाजी उपकरणों में लीक को समाप्त करने के लिए बहुत लोकप्रिय है (पाइप में अंतर को सील करना, थ्रेडेड कनेक्शन की मरम्मत आदि), मामूली मरम्मत, घरेलू उपयोग।



सबसे अच्छे तरीके से गोंद अपने गुणों को प्रदर्शित करता है जब उन हिस्सों को चमकते हैं जो भारी भार के अधीन नहीं होते हैं।
इस संरचना के उपयोग की आसानी इस तथ्य में निहित है कि यह दोनों खोखले और भरे सतहों के साथ-साथ कम दबाव के अधीन भागों पर भी आवेदन के लिए उपयुक्त है। भागों को तोड़ने की कोई ज़रूरत नहीं है, आप स्थानों तक पहुंचने में भी कठोर परिश्रम कर सकते हैं। इस विधि में हीटिंग शामिल नहीं है, जिसका अर्थ है कि धातु विकृति को बाहर रखा गया है, साथ ही साथ पड़ोसी गर्मी संवेदनशील तत्वों पर नकारात्मक प्रभाव भी शामिल है।
काम को पेशेवर कौशल, खरीद या उपकरणों के किराये के लिए खर्च की आवश्यकता नहीं होती है। ग्रासिंग सतह शुरू होती है, आवेदन के कुछ मिनट बाद, और आप एक दिन के बाद मरम्मत किए गए हिस्से का उपयोग कर सकते हैं। रचनाओं की विविधता के कारण, चरम स्थितियों में संचालित एक सहित एक विशिष्ट भाग के लिए गोंद चुनना संभव है। इसलिए, ऐसे प्रकार के ठंड वेल्डिंग हैं जो उच्च तापमान प्रभाव 1000 डिग्री सेल्सियस तक सहन करते हैं।

इस तथ्य के बावजूद कि, इसकी ताकत से, ठंड वेल्डिंग द्वारा बनाई गई सीम परंपरागत वेल्डिंग की विधि से प्राप्त संयुक्त से कम है, यह काफी टिकाऊ, एक टुकड़ा है। मामूली क्षति और सील फिस्टुला को खत्म करने के लिए संरचना को लागू करने की सिफारिश की जाती है। शीत वेल्डिंग सभी प्रकार की धातुओं के साथ मिलती है जो गर्मी के लिए विशेष रूप से संवेदनशील होती हैं। यह असमान धातु सतहों को गोंद बनाना भी संभव बनाता है। प्रयुक्त सीम साफ दिखता है, चित्रित किया जा सकता है, चित्रित किया जा सकता है।
इस प्रकार का यौगिक दबाव के सिद्धांत पर आधारित होता है, हालांकि, एक सीवन चिपकने वाला की plasticity और सामग्री के अणुओं को आकर्षित करने के लिए अपने कणों की क्षमता के कारण बनता है।दूसरे शब्दों में, प्लास्टिक विरूपण होता है, जिसके परिणामस्वरूप मरम्मत की सतहों पर ऑक्साइड परत नष्ट हो जाती है, और उनके बीच की दूरी क्रिस्टल जाल की दूरी के समान होती है। साथ ही, परमाणुओं का ऊर्जा स्तर बढ़ता है, वे रासायनिक बंधन बनाने में सक्षम हो जाते हैं।


प्रकार
संरचना की विशेषताओं के आधार पर, ठंडा वेल्डिंग एक घटक और दो घटक है। पहला दीर्घकालिक भंडारण के लिए उपयुक्त नहीं है, बाहरी गोंद एक समय में उपयोग किया जाना चाहिए।
यदि हम आवेदन के दायरे के बारे में बात करते हैं, तो निम्न प्रकार के ठंड वेल्डिंग हैं।
- यूनिवर्सल। संरचना की विशिष्टताओं के कारण, यह न केवल धातु के ग्लूइंग के लिए उपयुक्त है, बल्कि एक दूसरे के साथ प्लास्टिक, रबड़ की सतह भी है।
- मोटर वाहन। टैंक, रेडिएटर, कनेक्टिंग ट्यूब आदि जैसे कार की धातु सतहों पर दरारें और मामूली क्षति को खत्म करने के लिए डिज़ाइन किया गया।
- बेहतर आसंजन प्रदर्शन प्रदान करना। यह संपत्ति राल को स्टील, एल्यूमीनियम या कास्ट आयरन चिप्स जोड़कर हासिल की जाती है।बढ़े हुए भार और दबाव के अधीन भागों के लिए उपयुक्त, सीम बनने की ताकत और तापमान प्रतिरोध को बढ़ाता है।



- उच्च तापमान यह उच्च चिपचिपापन की गर्मी प्रतिरोधी धातु-सिलिकेट वेल्डिंग है, जिसे ऊंचा तापमान पर + 1500 डिग्री सेल्सियस तक संचालित किया जा सकता है। कम तापमान दहलीज आमतौर पर -60 डिग्री सेल्सियस है।
- जलरोधक। 2-घटक वेल्डिंग, जो न केवल गीले वातावरण में बल्कि पानी के साथ सीधे संपर्क में भी अपना प्रदर्शन खो देता है। यह मुख्य रूप से स्वच्छता उपकरणों की मरम्मत के लिए प्रयोग किया जाता है।


उत्सर्जित तरल और प्लास्टिक की रचनाओं की स्थिरता के आधार पर। तरल वेल्डिंग हमेशा एक दो घटक संरचना है जिसमें epoxy राल और कढ़ाई शामिल है। सिरिंज में उपलब्ध, घटकों का मिश्रण स्वचालित रूप से एक ही स्थान पर होता है। हालांकि, विशेषज्ञ अभी भी उपयोग से पहले एक अलग कंटेनर में घटकों को मिश्रण करने की सलाह देते हैं।
प्लास्टिक के द्रव्यमान अधिक चिपचिपा है, यह एक घटक या दो घटक बार है। उपयोग से पहले, यह एक समान लोचदार द्रव्यमान प्राप्त करने के लिए kneaded है।


निम्नलिखित समूहों में गोंद भी विभेदित किया जा सकता है:
- डॉट (एल्यूमीनियम और तांबा कोटिंग्स के लिए गोंद, छोटे अंतराल को खत्म करने के लिए प्रयोग किया जाता है, बड़े सतहों को छोटे भागों में वेल्डिंग);
- सिवनी (पतली दीवार वाली सीलबंद जहाजों और टैंकों में अखंडता की समस्याओं को खत्म करने के लिए डिज़ाइन किया गया है, जो समोच्च पेंच के साथ संयोजन में उपयोग किया जाता है);
- टी-आकार (आवेदन का दायरा - इलेक्ट्रिक इंजन के लिए एल्यूमीनियम, टी आकार के और कोणीय बसबार्स से बने ट्रांसफॉर्मर विंडिंग के निष्कर्षों के साथ पीतल के स्टड फिक्सिंग);
- बट (तारों के बंधन के लिए उपयुक्त, छोर बंद करना, छल्ले का गठन);
- शीयर वेल्डिंग (रेलवे पर पानी और हीटिंग पाइप की मरम्मत में उपयोग की जाती है - बिजली लाइनों में एडाप्टर कनेक्ट करने के लिए)।




उपयोग कैसे करें?
गोंद के आसंजन की गुणवत्ता काफी हद तक निर्भर करता है कि कामकाजी आधार कितनी सावधानीपूर्वक तैयार किया जाता है। इसे जंग से साफ किया जाना चाहिए, degreased। इस उद्देश्य के लिए, विशेष सॉल्वैंट्स और एमरी पेपर का उपयोग किया जाता है।
एक जंग के साथ कवर किया गया हिस्सा एक सैंडपेपर के साथ रगड़ना चाहिए जब तक कि खरोंच के निशान के साथ एक विशेषता धातु छाया की परत दिखाई न दे।चिकनी सतहों को खरोंच तक घर्षण पेपर के साथ भी रेत लगाया जाना चाहिए। यह पकड़ में सुधार होगा।
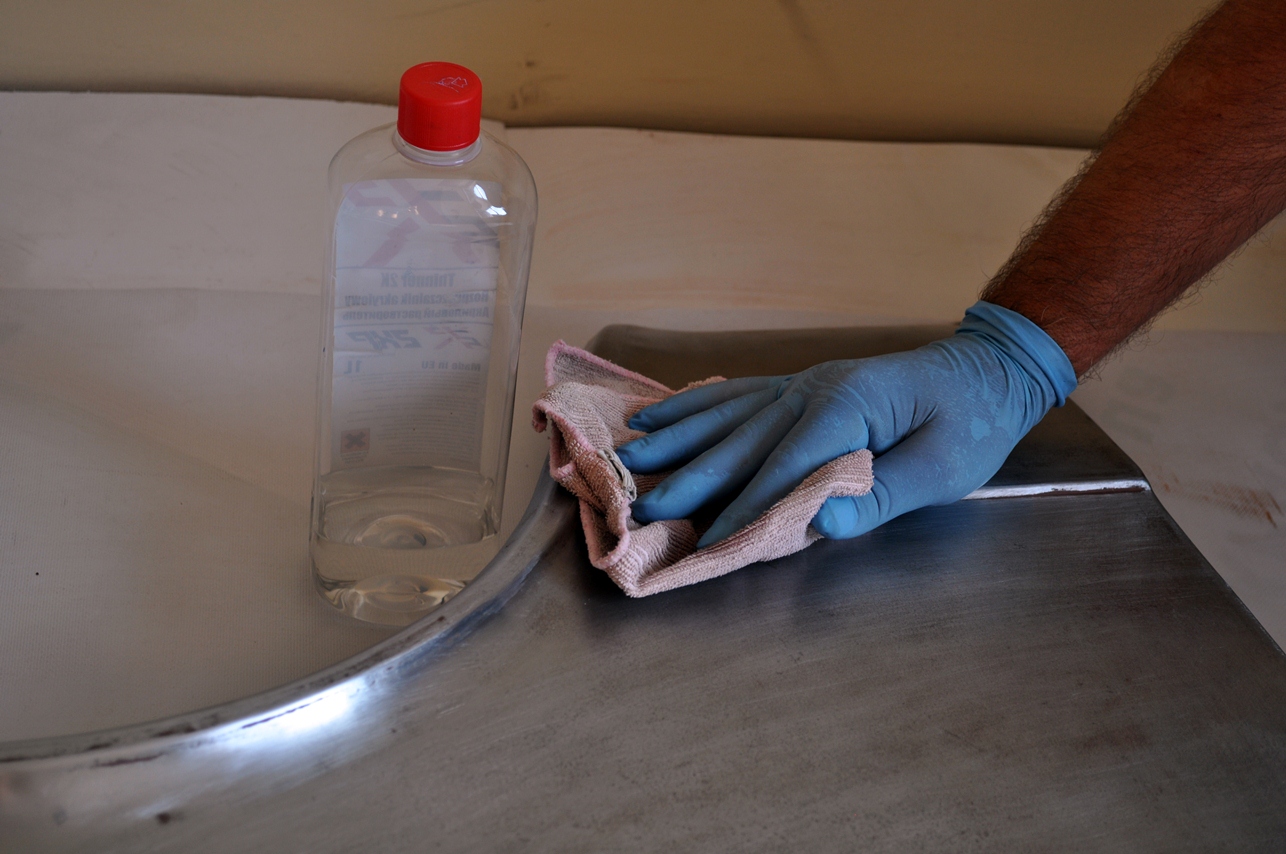

अगला चरण सतहों की सुखाने है। आप आधार को स्वाभाविक रूप से शुष्क करने या नियमित हेयर ड्रायर का उपयोग करने के लिए आधार दे सकते हैं। निर्माता नोट करते हैं कि ठंड वेल्डिंग गीले हिस्सों पर लागू हो सकती है, लेकिन अभ्यास से पता चलता है कि इस तरह के यौगिकों की गुणवत्ता कम है। सूखने के बाद, सतह का उपयोग करके फिर से degreased किया जाना चाहिए, उदाहरण के लिए, एसीटोन।
सतह आकार देने के लिए तैयार होने के बाद, सिलेंडर से आवश्यक मात्रा में गोंद को काटना आवश्यक है। कटौती केवल ट्रांसवर्स दिशा में होनी चाहिए, जिससे परिणामी "राउंड" में इकोक्सी कोर और हार्डनर दोनों शामिल हो जाएं। यदि एक तरल मिश्रण का उपयोग किया जाता है, तो इसे सिरिंज ट्यूब से सीधे भाग की सतह (जैसे निर्देशों में बताया गया है) या व्यंजनों में पूर्व मिश्रित (पेशेवरों द्वारा अनुशंसित) पर निचोड़ा जाता है।
कट टुकड़ा गर्म किया जाना चाहिए और हाथों में रगड़ना चाहिए। जितना अधिक आप यह करेंगे, नरम और अधिक प्लास्टिक संरचना बन जाएगी।

अगर वह अपने हाथों से बहुत तंग हो जाता है, तो आप समय-समय पर उन्हें ठंडे पानी से गीला कर सकते हैं।काम दस्ताने में किया जाना चाहिए, और व्यंजन जिसमें मिश्रण को गले लगाया गया था या रखा जाना चाहिए रसोईघर में इस्तेमाल नहीं किया जाना चाहिए।
जब आपको लगता है कि द्रव्यमान अच्छी तरह से पालन करता है और आसानी से धुंधला होता है, तो आपको इसे तुरंत मरम्मत की सतह पर रखना चाहिए। यदि गठित अंतर छोटा है, तो यह वांछनीय है कि गोंद का हिस्सा इसमें प्रवेश करता है। बड़े अंतराल के लिए, "पैच" का उपयोग करना बेहतर होता है, जो ठंड वेल्डिंग द्वारा तय किए जाते हैं।
वेल्डिंग परत को 5 मिमी से अधिक नहीं बनाना वांछनीय है। यदि आवश्यक हो, तो आप कई परतों को लागू कर सकते हैं, अगले व्यक्ति को अगले आवेदन करने से पहले पूरी तरह सूखने की प्रतीक्षा कर रहे हैं। अधिकांश सूत्रों को सतह पर चिपकने के बाद कुछ मिनटों में सख्त होना शुरू हो जाता है। अंतिम ठंड एक दिन के बाद होती है। चिपकने वाला लगाने के 24 घंटे बाद, आप मरम्मत की सतह की आगे की प्रक्रिया में आगे बढ़ सकते हैं।

निर्माताओं
बाजार में अग्रणी स्थिति आयातित उत्पादों है। घरेलू समकक्ष, उपयोगकर्ता समीक्षाओं के मुताबिक, सीम की उच्च गुणवत्ता और ताकत का प्रदर्शन नहीं करते हैं।
पेशेवरों के अनुसार, साथ ही विशेषज्ञ डेटा के आधार पर सबसे टिकाऊ वेल्डिंग, हाय-गियर, एब्रो, पॉक्सिपोल ब्रांड के तहत बनाई गई है।
- पहले ब्रांड का संस्करण धातु के साथ-साथ पत्थर और प्लास्टिक की सतहों के साथ काम करने के लिए उपयुक्त एक सार्वभौमिक यौगिक है। गर्मी प्रतिरोध और रासायनिक जड़त्व का प्रदर्शन करता है।
- एब्रो दो घटक वेल्डिंग है, जो उपयोग की बहुमुखी प्रतिभा द्वारा भी विशेषता है। 260 डिग्री सेल्सियस तक हीटिंग बनाए रखता है, रासायनिक आक्रामक वातावरण में संचालन के लिए उपयुक्त है।
- गुणवत्ता घरेलू अनुरूपताओं में उनके लिए लगभग - "पोलिमेट", "अल्माज़"।



- नलसाजी और हीटिंग पाइप के लिए, मास्टिक्स उत्पादों का उपयोग करना बेहतर है, लेकिन केवल इस शर्त पर कि इन प्रणालियों में ताप वाहक का तापमान 120 डिग्री सेल्सियस से अधिक नहीं है। यह संरचना घर पर वेल्डिंग के लिए एक उत्कृष्ट विकल्प बनाता है, लेकिन इसे उच्च ताप तापमान के साथ उत्पादन प्रणालियों की मरम्मत के लिए उपयोग करने की अनुमति नहीं देता है।
- गर्मी प्रतिरोधी प्रणालियों के लिए, केरी थर्मो गोंद चुनना बेहतर होता है, जो चिपचिपापन और + 900 डिग्री सेल्सियस तक गर्म होने का सामना करने की क्षमता है। कास्ट आयरन, स्टील और टाइटेनियम बेस के साथ काम करते समय यह संरचना स्वयं साबित हुई है, यह कार मरम्मत में व्यापक रूप से उपयोग की जाती है।
- सार्वभौमिक उपयोग के लिए हेनकेल के "सुपर एपॉक्सी पल" उत्पाद द्वारा अच्छी गुणवत्ता का प्रदर्शन किया जाता है, जो 140 डिग्री सेल्सियस तक गर्म हो जाता है। इसी तरह के गुणों को एडिफल ट्रेडिंग एस ए पोक्सिपोल की संरचना द्वारा प्रदर्शित किया जाता है, लेकिन उपयोग किए जाने वाले हीटिंग तापमान केवल 120 डिग्री सेल्सियस तक पहुंच सकते हैं।


टिप्स और चालें
- ठंड वेल्डिंग चुनते समय अपने आवेदन के दायरे पर विचार करना आवश्यक है। चिपकने वाला धातु सतह की संरचना में मरम्मत के समान होता है तो यह बेहतर होता है। यदि ऐसी संरचना को खोजना असंभव है, तो किसी को धातु कोर के साथ वेल्डिंग चुननी चाहिए, जिसमें से ताकत सूचकांक सतह धातु के निचले हिस्से से कम नहीं हैं।
- चिपकने वाला तापमान सीमा पर ध्यान देना महत्वपूर्ण है। इस तथ्य के बावजूद कि इसकी सभी किस्में तापमान में वृद्धि (200-230 डिग्री सेल्सियस तक औसत) का सामना कर सकती हैं, महत्वपूर्ण हीटिंग या खुली लौ की क्रिया के संपर्क में आने वाली सतहों के लिए, आपको विशेष रचनाएं चुननी चाहिए।



- यदि आपको त्वरित मरम्मत की आवश्यकता है, तो 2 प्रकार के वेल्डिंग का उपयोग करना वांछनीय है। सबसे पहले, एक त्वरित परत समय (लगभग एक घंटे) द्वारा विशेषता की एक परत लागू होती है। यह जल्दी से दुर्घटना को खत्म कर देगा।हालांकि, इस परत को टिकाऊ नहीं कहा जा सकता है, इसलिए एक मानक इलाज समय के साथ वेल्डिंग की एक और परत इसके शीर्ष पर लागू होती है (यह 24 घंटे सूख जाती है)।
- जमे हुए ठंड वेल्डिंग निकालें आसान नहीं है। ऐसा करने के लिए, विशेष सॉल्वैंट्स का उपयोग करें, अगर वे नहीं हैं - एसीटोन। उन्हें गोंद को पूरी तरह से गीला करने की आवश्यकता होती है और इसे आधार के किनारे पर हुक करने की कोशिश की जाती है। यदि यह किया जा सकता है, तो वेल्डिंग सचमुच सतह से छीन ली जाती है।
इस तरह की एक विधि स्वयं सतह को नुकसान पहुंचा सकती है, और यदि लकड़ी, कांच या सिरेमिक से बने आधार पर एसीटोन लगाया जाता है, तो यह उन्हें अंधेरा कर सकता है। इस संबंध में, श्रमिकों के आस-पास की सतहों पर तैयार और कुचल गोंद बिखरे बिना रचना को ध्यान से और ध्यान से लागू किया जाना चाहिए।


ठंडा वेल्डिंग का उपयोग करने के तरीके के बारे में जानकारी के लिए, निम्न वीडियो देखें।






















